 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ist die Extruderschnecke oft verschlissen? Es gibt diese Hauptgründe!
Ningbo Fangli Technology Co., Ltd. ist ein Hersteller mechanischer Geräte mit fast 30 Jahren Erfahrung in diesem BereichExtrusionsausrüstung für Kunststoffrohre, Neuer Umweltschutz und neue Materialausrüstung. Seit seiner Gründung wurde Fangli basierend auf den Anforderungen der Benutzer entwickelt. Durch kontinuierliche Verbesserung, unabhängige Forschung und Entwicklung der Kerntechnologie sowie die Verdauung und Absorption fortschrittlicher Technologie und anderer Mittel haben wir uns weiterentwickeltExtrusionslinie für PVC-Rohre, Extrusionslinie für PP-R-Rohre, PE-Wasserversorgungs-/Gasrohr-Extrusionslinie, das vom chinesischen Bauministerium empfohlen wurde, um importierte Produkte zu ersetzen. Wir haben den Titel „Erstklassige Marke in der Provinz Zhejiang“ erhalten.
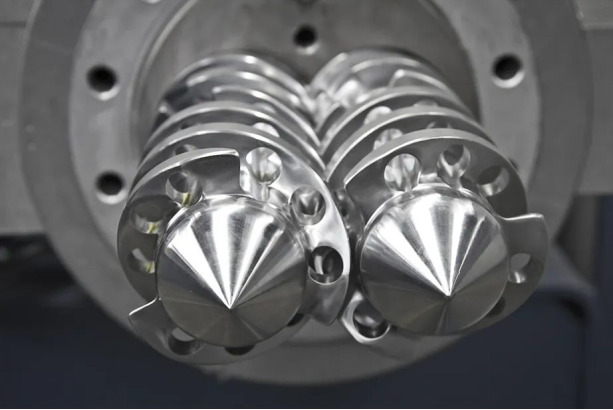
Schneckenextruderist die Kernausrüstung für die Kunststoffformung und Mischmodifikation. Im eigentlichen Produktionsprozess der Mischmodifikation wird die Schraube desExtruderbefindet sich in einer rauen Umgebung mit hohem Druck und hoher Temperatur und ist enormen Reibungs- und Scherkräften ausgesetzt.
Aufgrund des besonderen Arbeitsumfeldes ist dieExtruderBei einer Schraube handelt es sich nicht um eine gewöhnliche Metall-zu-Metall-Reibung, sondern um eine Metall-zu-Polymer-Reibung, sodass der Verschleiß der Schraubenoberfläche oft schwerwiegend ist.
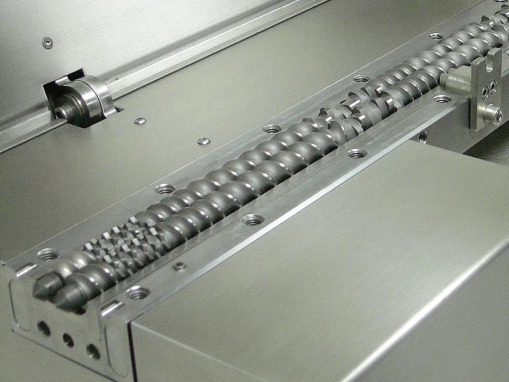
Durch den Verschleiß der Schnecke vergrößert sich der Abstand zwischen Schnecke und Zylinder, was sich auf die Kompression und Scherung der Schnecke auf das Material auswirkt und so zu einer Verschlechterung der Produktqualität führt. Andererseits erhöht der häufige Austausch verschlissener Schrauben nicht nur die Kosten, sondern verzögert auch den Produktionsplan, was zu einer geringeren Produktionseffizienz führt.
Die Schnecke wird im Allgemeinen aufgrund langfristiger Abnutzung verschrottet und der Spalt zwischen Schnecke und Zylinder ist zu groß, um normal extrudiert zu werden. Es gibt jedoch auch Fälle, in denen die durch unsachgemäße Konstruktion oder Bedienung verursachte Betriebsbeanspruchung die Festigkeitsgrenze überschreitet und zu Schäden führt. Im Folgenden finden Sie eine kurze Einführung in die Verschleißursachen der Extrusionsschnecke:
1 Verarbeitungstemperatur
Jede Kunststoffart hat einen idealen Temperaturbereich für die Plastifizierung. Die Verarbeitungstemperatur des Fasses sollte so kontrolliert werden, dass sie nahe an diesem Temperaturbereich liegt. Wenn die Kunststoffpartikel aus dem Trichter in das Fass gelangen, gelangen sie zunächst in den Zuführbereich, wo zwangsläufig Trockenreibung auftritt. Wenn diese Kunststoffe nicht ausreichend erhitzt werden und das Schmelzen ungleichmäßig ist, kommt es leicht zu einer Verformung der Innenwand des Zylinders und der Oberfläche der Schnecke, was den Verschleiß erhöht.
Ebenso beschleunigt sich im Kompressions- und Homogenisierungsabschnitt der Verschleiß, wenn der Schmelzzustand des Kunststoffs ungeordnet und ungleichmäßig ist.

2 Geschwindigkeit
Die Geschwindigkeit muss richtig eingestellt sein. Einigen Kunststoffen werden Verstärkungsmittel wie Glasfasern, Mineralien oder andere Füllstoffe zugesetzt. Die Reibungskraft dieser Stoffe auf metallischen Werkstoffen ist oft viel größer als die von geschmolzenen Kunststoffen.
Wenn eine hohe Rotationsgeschwindigkeit verwendet wird, ist es leicht, die Verstärkungsfaser zu zerreißen und gleichzeitig die plastische Scherkraft zu verbessern. Die gerissene Faser enthält scharfe Enden, was die Verschleißkraft stark erhöht. Wenn anorganische Mineralien mit hoher Geschwindigkeit auf der Metalloberfläche gleiten, ist ihre Kratzwirkung nicht gering. Daher sollte die Geschwindigkeit nicht zu hoch sein.
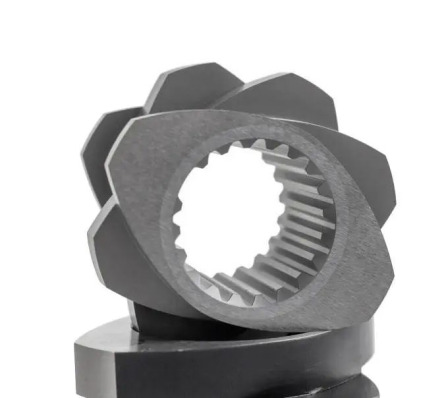
3 Spiel zwischen Schnecke und Zylinder
The screw rotates in the barrel, and the friction between the material and the two causes the working surface of the screw and the barrel to gradually wear, the screw diameter gradually reduces, and the inner hole diameter of the barrel gradually increases. In this way, the fit diameter gap between the screw and the barrel increases slightly with the gradual wear of the two.
Da sich jedoch der Widerstand des Kopfes und der Verteilerplatte vor dem Zylinder nicht verändert hat, erhöht sich der Leckstrom des extrudierten Materials bei der Vorwärtsbewegung, d. h. der Materialfluss vom Durchmesserspalt zur Zuführung Richtung erhöht wird. Infolgedessen ging die Produktion von Kunststoffmaschinen zurück. Dieses Phänomen erhöht die Verweilzeit der Materialien im Fass und führt zu einer Materialzersetzung. Im Fall von PVC verstärkt das bei der Zersetzung entstehende Chlorwasserstoffgas die Korrosion von Schnecke und Zylinder.

4 Ungleichmäßige Plastifizierung von Materialien oder metallischen Fremdkörpern
Da die Materialien nicht gleichmäßig plastifiziert werden oder metallische Fremdstoffe in die Materialien eingemischt werden, steigt das Drehmoment der Schnecke schlagartig an. Dieses Drehmoment überschreitet die Festigkeitsgrenze der Schraube und führt zum Bruch der Schraube. Es handelt sich hierbei um einen unkonventionellen Unfallschaden.
Dies sind die häufigsten Ursachen für Schneckenverschleiß, und wir hoffen, dass wir durch die oben genannten Inhalte ein besseres Verständnis der Extrusionsschnecke erlangen können.
Durch die Reduzierung des Schraubenverschleißes und die Verlängerung der Lebensdauer der Schrauben werden die Wartungskosten der Ausrüstung erheblich gesenkt, die Qualität der Produkte sichergestellt und den Unternehmen höhere wirtschaftliche Vorteile gebracht.
Wenn Sie weitere Informationen benötigen, können Sie sich gerne an Ningbo Fangli Technology Co., Ltd. wenden, um eine detaillierte Anfrage zu stellen. Wir bieten Ihnen professionelle technische Beratung oder Vorschläge zur Gerätebeschaffung.
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie