 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Einführung in den Rohrextrusionsprozess, die Ausrüstung, Qualitätsmängel usw.
Ningbo Fangli Technology Co., Ltd.ist einHersteller mechanischer Gerätemit über 30 Jahren ErfahrungExtrusionsausrüstung für Kunststoffrohre,Neuer Umweltschutz und neue Materialausrüstung.Seit seiner Gründung wurde Fangli basierend auf den Anforderungen der Benutzer entwickelt. Durch kontinuierliche Verbesserung, unabhängige Forschung und Entwicklung der Kerntechnologie sowie die Verdauung und Absorption fortschrittlicher Technologie und anderer Mittel haben wir uns weiterentwickeltExtrusionslinie für PVC-Rohre,Extrusionslinie für PP-R-Rohre, PE-Wasserversorgungs-/Gasrohr-Extrusionslinie, das vom chinesischen Bauministerium empfohlen wurde, um importierte Produkte zu ersetzen. Wir haben den Titel „Erstklassige Marke in der Provinz Zhejiang“ erhalten.
I. Prozessablauf
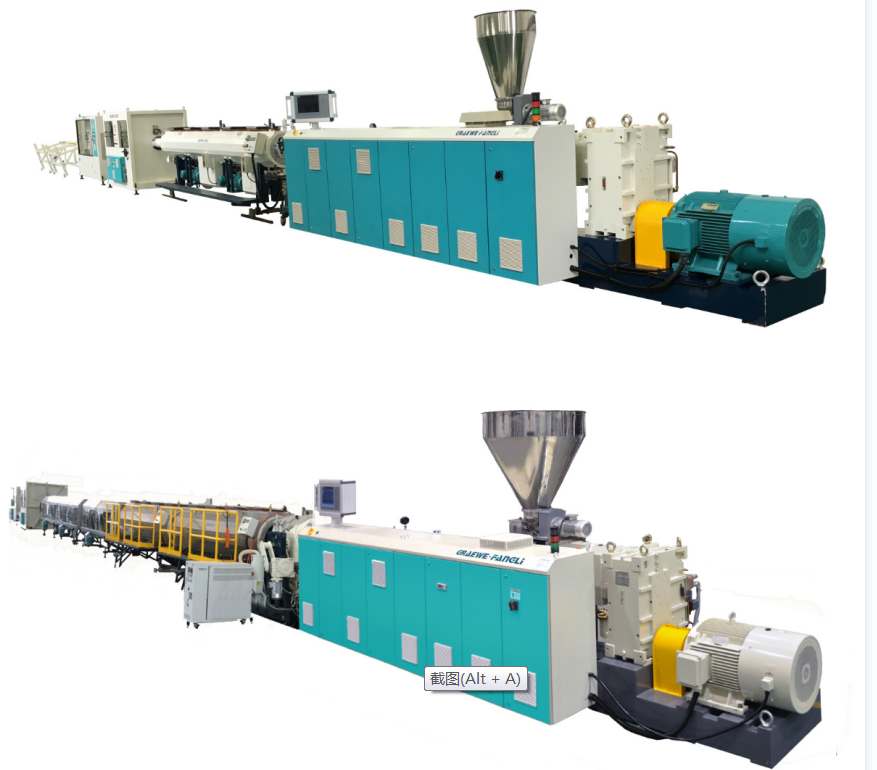
Derzeit sind PVC- und PO-Rohre sowohl im Inland als auch im Ausland die Produkte mit dem höchsten Volumen.Abbildung 1zeigt das Ablaufdiagramm des Produktionsprozesses für Rohre aus Polyolefin (PO). Der Kunststoff wird von der Schnecke als gleichmäßig plastifizierte Schmelze in die Ringspaltdüse (2) gefördert und extrudiert einen Rohrvorformling. Dieses gelangt sofort zur Kühlung und Dimensionierung in die Kalibriereinheit (3) und wird anschließend im Kühltank (4) weiter ausreichend gekühlt. Das Rohr wird durch die einstellbare Geschwindigkeit mit konstanter Geschwindigkeit herausgezogenAbzugseinheit(6)und schließlich mit dem Fräser (7) auf die vorgegebenen Längen zugeschnitten. Dünnwandige Rohre mit Durchmessern unter 160 mm können mit dem Wickler (9) zu Rollen aufgewickelt werden.

Abbildung 1 Schematische Darstellung des PO-Rohrproduktionsprozessablaufs
1---Extruder; 2---Rohrmatrize; 3---Kalibrierhülse;
4---Vakuumkalibrierungskühlung; 5---Kühltank;
6---Abzugseinheit; 7---Cutter;
8---Drucker; 9---Haspel
II. Prozess und Ausrüstung
Für die PO-Rohrproduktion ahocheffizienter Einschneckenextruderausgewählt werden soll. In der Zufuhrzone wird ein axial gerillter Zylinder verwendet. Das Verhältnis von Schneckenlänge zu Durchmesser (L/D) beträgt 30–33:1. Der Schneckenaufbau ist zweistufig mit unterschiedlicher Tiefe und Steigung aufgebaut: Die Steigung im Einzugsbereich ist kleiner als der Schneckendurchmesser, während die Steigung im Schmelz- und Homogenisierungsbereich größer als der Schneckendurchmesser ist. Um die Mischeffizienz zu steigern, sind einige Schnecken mit zusätzlichen Mischkopfelementen ausgestattet. Ein Einschneckenextruder dieses Typs bietet eine relativ hohe Leistung und gute Plastifizierung. Beispielsweise kann ein Einschneckenextruder mit einem Schneckendurchmesser von 90 mm eine Ausstoßleistung von über 600 kg/h erreichen. Darüber hinaus werden bei der Herstellung von mit Calciumcarbonat, Bariumsulfat, Holzmehl oder Glasfasern gefüllten PO-Rohren üblicherweise gleichläufige Doppelschneckenextruder eingesetzt.
Die Herstellung von PVC-Rohren ähnelt grundsätzlich der von PO-Rohren. Üblicherweise werden gegenläufige Kegel- oder Kegelrollen verwendetparallele Doppelschneckenextruder, was die direkte Extrusion von Trockenmischungspulver ermöglicht. Ihre Leistung reicht von 10 kg/h bei Rohren mit kleinem Durchmesser bis zu 1100 kg/h bei Rohren mit großem Durchmesser. Das Schnecken-L/D-Verhältnis ist von bisher 18:1 auf 25:1 gestiegen. Zum Beispiel einDoppelschneckenextruderMit einem Schneckendurchmesser von 90 mm kann eine Leistung von über 300 kg/h erreicht werden.
Wie aus Abbildung 1 ersichtlich ist, besteht die nachgeschaltete Ausrüstung der Rohrextrusion hauptsächlich aus dem Kühlwassertank,Abzugseinheit, Cutter, Haspel, oder Dump-Tabelle.
Wenn das Rohr die Kalibrier- und Kühleinheit verlässt, ist es nicht vollständig auf Raumtemperatur abgekühlt. Ohne weitere Abkühlung kann der in radialer Richtung der Rohrwand vorhandene Temperaturgradient dazu führen, dass die bereits ausgehärtete Außenschicht durch den Temperaturanstieg wieder erweicht und es zu Verformungen kommt. Andererseits muss das Rohr auch den Belastungen durch Abzugs-, Schneid- und Wickelgeräte standhalten. Daher muss die Restwärme abgeführt werden, indem das Rohr auf Raumtemperatur abgekühlt wird. Zu den Kühlmethoden gehören Wasserbad- und Sprühkühlung. In einem Wasserbad-Kühltank sollte der Wasserstand das Rohr vollständig überdecken. Der Tank ist in mehrere Abschnitte unterteilt. Der Kühlwassereinlass befindet sich im letzten Abschnitt, wodurch die Wasserflussrichtung entgegengesetzt zur Rohrextrusionsrichtung verläuft und ein Kühltemperaturgradient entsteht. Dies führt zu einer allmählicheren Rohrkühlung und geringeren inneren Spannungen. Der Abstand zwischen Kühlwassertank und Kalibrier-/Kühleinheit sollte ein Zehntel der gesamten Kühllänge nicht überschreiten; Andernfalls kann der Temperaturunterschied zwischen der Rohraußenwand und dem Kühlwasser übermäßig ansteigen. Obwohl die Wasserbadmethode einfach ist, können Temperaturunterschiede zwischen der oberen und unteren Wasserschicht im Tank zu ungleichmäßiger Kühlung und Biegung des Rohrs führen. Darüber hinaus können auf das Rohr wirkende Auftriebskräfte leicht zu Verformungen führen, sodass diese Methode insbesondere für die Kühlung von Rohren mit großem Durchmesser ungeeignet ist.
Die Funktion derRohrabzugseinheitbesteht darin, dem bereits bemessenen und abgekühlten Rohr eine bestimmte Abzugsgeschwindigkeit und -kraft zu verleihen und dabei die von der Kalibriervorrichtung auf das Rohr erzeugte Reibungskraft zu überwinden und das Rohr dadurch mit konstanter Geschwindigkeit zum Aufwickler oder Abwurftisch zu ziehen. Die Abzugseinheit ist eines der Schlüsselelemente der nachgeschalteten Ausrüstung für die Rohrproduktion und muss die folgenden Anforderungen erfüllen.
(1)SterbenAbzugDie Geschwindigkeit muss stufenlos und stufenlos einstellbar sein, um eine konstante Abzugsgeschwindigkeit zu gewährleisten. Eine instabile Abzugsgeschwindigkeit führt zu Schwankungen des Rohrdurchmessers. Die Abzugsgeschwindigkeit muss eng auf die Extrusionsgeschwindigkeit abgestimmt sein. Die Rohrwandstärke wird durch Regulierung der Abzugsgeschwindigkeit angepasst: Eine langsamere Abzugsgeschwindigkeit führt zu dickeren Wänden, eine höhere Geschwindigkeit zu dünneren Wänden. Die Wahl der richtigen Abzugsgeschwindigkeit ist eine wirksame Methode, um die Konformität der Produktabmessungen sicherzustellen. Moderne Konstruktionen können maximale Abzugsgeschwindigkeiten von bis zu 30 m/min erreichen.
(2)Eine KonstanteAbzugDie Kraft muss aufrechterhalten werden, ohne dass es zu einem Push-Pull-Phänomen kommt, andernfalls kann es zu Oberflächenwelligkeitsfehlern am Rohr kommen. Außerdem ist eine ausreichende Abzugskraft erforderlich. Die erforderliche Abzugskraft steigt mit der Kontaktfläche und der Größe des Radialdrucks. Bei Rohren mit kleinem und mittlerem Durchmesser beträgt die Abzugskraft im Allgemeinen 100–600 N; Bei Rohren mit großem Durchmesser liegt sie im Allgemeinen bei 800–10.000 N.
(3) Die Klemmkraft desAbzugseinheitDer Greifer sollte verstellbar sein und in der Lage sein, Rohre mit unterschiedlichen Durchmessern zu greifen, ohne Oberflächenschäden oder Verformungen zu verursachen. Heutzutage sind Raupengreifer weit verbreitet. Diese bestehen aus 2 bis 12 Bahnen, die gleichmäßig um das Rohr verteilt sind. In die Schienen ist eine bestimmte Anzahl Gummi-/Kunststoff-Klemmblöcke eingebettet, die meist konkav oder abgewinkelt sind, um die Fläche zu vergrößern, die den radialen Druck auf das Rohr ausübt. Die Einstellung der Spannkraft erfolgt über pneumatische, hydraulische oder Spindel-Mutter-Mechanismen. Die Anzahl der Spuren nimmt mit dem Rohrdurchmesser zu.
Nachdem das Rohr auf eine bestimmte Länge abgezogen wurde, muss es abgelängt werden. Schneidgeräte gibt es in verschiedenen Ausführungen, die je nach Rohrdurchmesser und Wandstärke, Materialtyp, Schnittlänge, Schnittqualität, Schnittform usw. ausgewählt werden. Automatische Schneidgeräte vom Typ Guillotine und Kreisradialsägen eignen sich zum Schneiden von Rohren mit kleinem und mittlerem Durchmesser; Automatische Planetenschneider eignen sich für Rohre mit großem Durchmesser. Nach Erhalt des Schneidbefehls greift der Schneider das Rohr mit einer Klemme und bewegt sich in Richtung des Rohrabzugs, während er den Schneidvorgang abschließt. Nach dem Schneiden wird es durch einen pneumatischen Mechanismus in die Rückstellposition zurückgeschoben.
Haspel- und Kipptisch. Nur Rohre, die sich beim Biegen nicht verformen, werden mit einem Wickler mit automatischem Schneiden und Entladen zu Ringen gewickelt. Die Wickelgeschwindigkeit ist mit der Extrusionsgeschwindigkeit synchronisiert und kann stufenlos eingestellt werden. Wenn die Extrusionsgeschwindigkeit weniger als 2 m/min beträgt, wird im Allgemeinen ein Einzelstationswickler verwendet; Wenn die Extrusionsgeschwindigkeit 2 m/min überschreitet, sollte ein Doppelstations- oder sogar Mehrstationswickler verwendet werden.
III. Schlüsselfaktoren zur Kontrolle von Rohrdefekten
In der Reihenfolge des Prozessablaufs in Abbildung 1 werden nachfolgend die wichtigsten Faktoren zur Beseitigung von Qualitätsmängeln aufgeführt.
(1)Futterbereich:Rohstoffformulierung; Form und Größe der Rohstoffe; Färbemethode; Trocknungsmethode; Mischen von Mahlgut/Recyclingmaterial; Arten und Dosierung von Zusatzstoffen; Kühlleistung des Trichterhalses.
(2)Extruder: Schraubendurchmesser; Schnecken-L/D-Verhältnis; Schneckenkompressionsverhältnis; Art der Schraubenstruktur; Schneckengeschwindigkeit; Entlüftungsleistung; Schneckentemperaturregelung; Steuerung der Fassheizung und -kühlung; Temperaturprofile entlang der Extruderzonen; Extruderdrehmoment; Stromverbrauch; Adapter; Temperaturwahl und -steuerung für Siebwechsler; Typ und Spezifikation des Siebpakets.
(3)Sterben:Matrizenspalt; Landlänge; Formstrukturtyp; Strömungskanalform; Schmelzverteilung; Temperatureinstellung und -steuerung; Düsenkopfdruck; Wandstärkenkontrolle.
(4) Kalibrierung und Kühlung:Kalibrierungsmethode; Abmessungen des Kalibrators; Vakuumniveau des Vakuumkastens oder Innendruck, Luftdruck und Länge des Kalibrierrohrs; Versiegelung des Kalibriersystems; Kalibrierungszeit; Kühlwasserdurchfluss; Kühlwassertemperatur; Kühlmethode.
(5)Kühlwassertank:Kühlmethode; Wasserleitungslayout; Kühlwasserdurchfluss; Kühltanklänge; Kühlwassertemperatur; Wirksamkeit der Rohrkühlung.
(6)Abzugseinheit: Abzugsgeschwindigkeit und -kontrolle; Kalibrierung der Abzugskraft; Spannkraft und Kontrolle; Anzahl der Spuren und effektive Länge; Oberflächenhärte und Form der Spannblöcke; Abzugskontaktfläche.
(7) Cutter: Fräsertyp; Sägeblattzahnprofil und -material; Reset-Mechanismus; Spänesammlung und Staubentfernung; Lärmschutz; Systemeinrichtung begrenzen; Klemmmechanismus; Antriebssystem und Leistung; automatisches Schneidsystem.
(8)Wickel- und Abladetisch: Spannungskontrolle; Längsschnitt-Befehlssystem; Auswahl der Wickelstation; Wickeldurchmesser; Anzeige der Dump-Aktion; lineare Wickelgeschwindigkeit.
(9) Anhang:Bedingungen für die automatisierte Produktion:Wandstärkenmessung; Kontrolle des Außendurchmessers; Gewichtsmessung und Produktionsstatistik; Betriebsstatus der Zahnradschmelzpumpe; Werkzeugzentrierungssystem.
Wenn Sie weitere Informationen benötigen,Ningbo Fangli Technology Co., Ltd.Gerne können Sie sich für eine detaillierte Anfrage an uns wenden. Wir bieten Ihnen professionelle technische Beratung oder Vorschläge zur Ausrüstungsbeschaffung.
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie